Kupfer auf Rundzellen schweißen
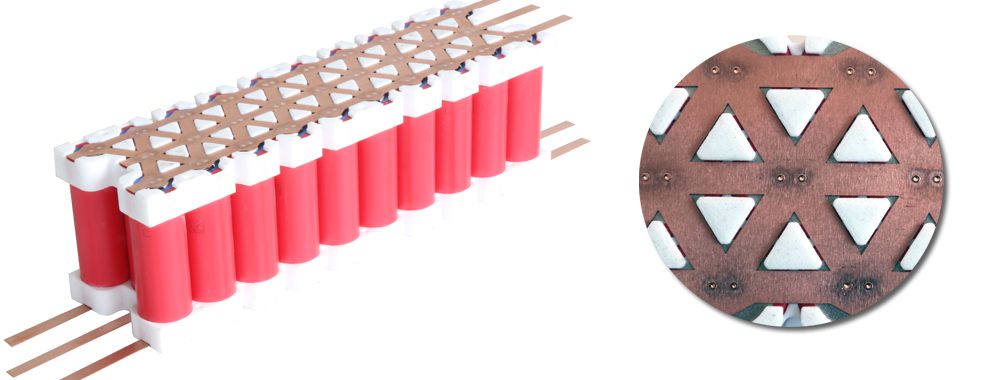
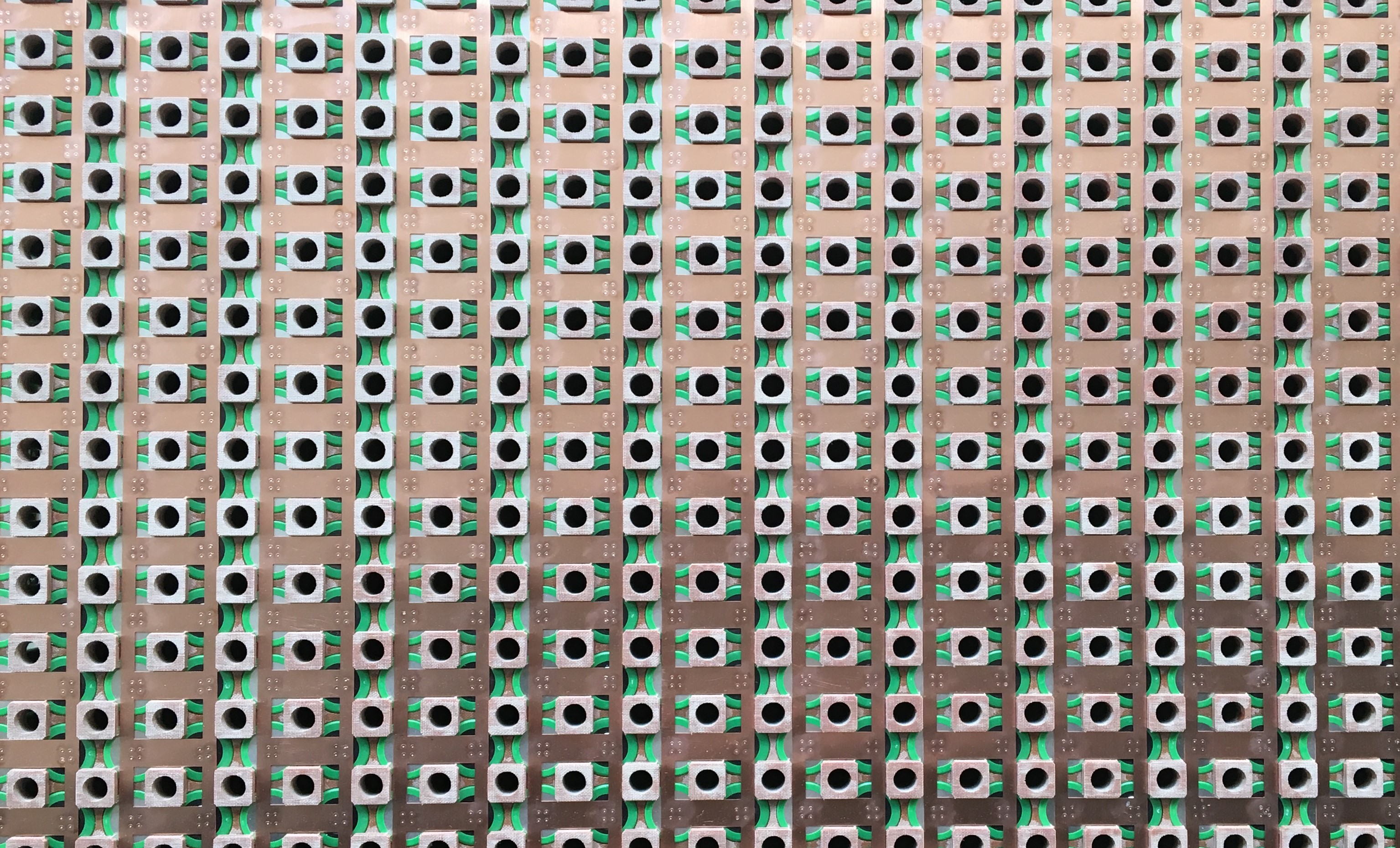
Kupfer eignet sich hervorragend als Verbindermaterial für Rundzellen wenn eine niederohmige Verbindung benötigt wird. Durch die extrem hohe elektrische Leitfähigkeit des Kupfermaterials tritt bei hohen Strömen ein geringerer Spannungsabfall auf. Auch die Erwärmung in Folge der Leitungsverluste fällt geringer aus. Verlustwärme aus den Zellen wird durch das Kupfer besser an die Umgebung abgeleitet. Für Anwendungen in denen hohe Maximalströme auftreten die das Leistungsspektrum der Zellen voll ausschöpfen ist Kupferschweißen unerlässlich. Wir schweißen Kupferverbinder für sie mit unserer Aixcon WIG-Schweißanlage.
Wir schweißen für Sie
Air Energy bietet das Schweißen von Kupferverbindern auf Rundzellen als Dienstleistung an. Kontaktieren Sie uns um zusammen mit unseren Mitarbeitern die passende Verbindungstechnik für Ihre Anwendung auszuwählen.
Gängige Schweißverfahren
Das gängigste Schweißverfahren für Rundzellen wie 18650 oder 26650 ist das Widerstandsschweißen bzw. Punktschweißen (engl.: spot welding). Bei diesem Prinzip schmilzt das Material aufgrund eines hohen Stromflusses durch Verbinder und Batteriezelle auf. Bei vernickelten Stahlverbinder (Hilumin) mit einer spezifischen Leitfähigkeit von etwa 7 S/m entsteht durch den Stromfluss ausreichend Hitze für eine zuverlässige Schweißverbindung. Das Verschweißen von Kupfer mit einer Leitfähigkeit von bis zu 58 S/m ist jedoch mit diesem Verfahren nicht prozesssicher. Der Wärmeeintrag in die Zelle ist wesentlich höher und es kommt zu starken Verunreinigungen der Elektroden bis hin zum Verkleben der Elektroden mit den Verbindern.
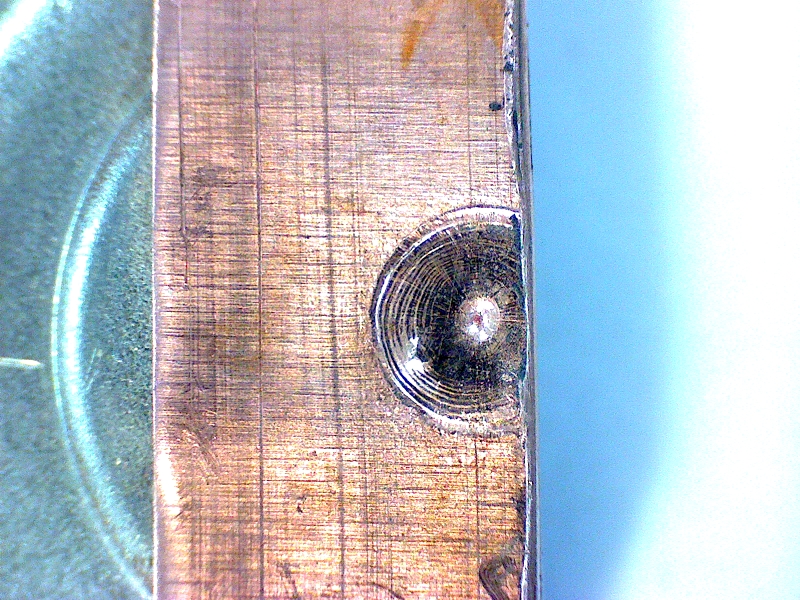

WIG-Schweißen
Air Energy setzt beim Kupferschweißen von Rundzellen auf Wolfram-Inertgas-Schweißen (WIG). Bei diesem Verfahren entsteht die für die Schmelze erforderliche Wärme in einem Lichtbogen über der Schweißstelle. Wie beim Widerstandsschweißen lassen sich durch eine hochdynamische Regelung des Lichtbogenstroms die eingebrachte Leistung über den Verlauf der Schweißung präzise regeln.


Schweißanlagen im Einsatz
Für das WIG-Schweißen stehen zwei unterschiedliche Technologien zur Verfügung die sich in der Art der Zündung des Lichtbogens unterscheiden: Liftarc-Zündung und HF-Zündung. Für die Erstmustererstellung und kleine Stückzahlen nutzen wir eine Anlage mit Liftarc-Zündung auf einem XY-Tisch mit einem Verfahrweg von bis zu 500mm x 800mm.
Serienprojekte und größere Packs bis 1500mm x 1500mm schweißen wir auf einer Anlage mit HF-Zündung. Wesentlich kürzere Prozesszeiten kompensieren den etwas höheren Einrichtaufwand im Vergleich zur Anlage mit Liftarc-Zündung.
Anwendungsgebiete
WIG-verschweißte Kupferverbinder auf Rundzellen werden bei Air Energy in Projekten eingesetzt in denen Entladeraten von >1C gefordert werden. So z.B. im Kunstflugzeug Siemens Extra 330 LE in dem zwei Batteriesysteme aus jeweils 3024 Zellen eine Leistung von bis zu 260 kW.
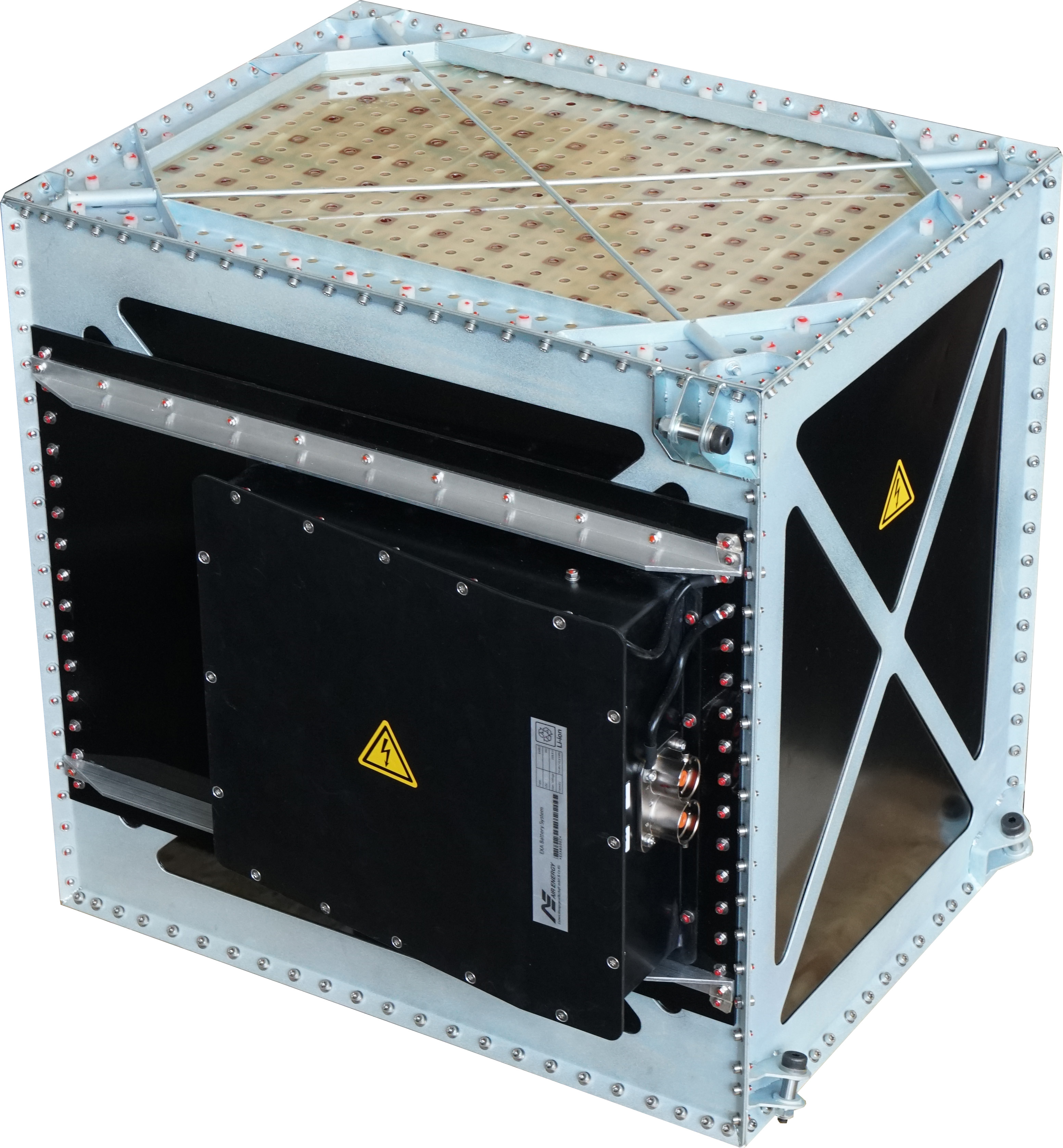
Batteriemodul für hohe Leistung
Hochleistungsbatterie für die Siemens Extra 330 LE
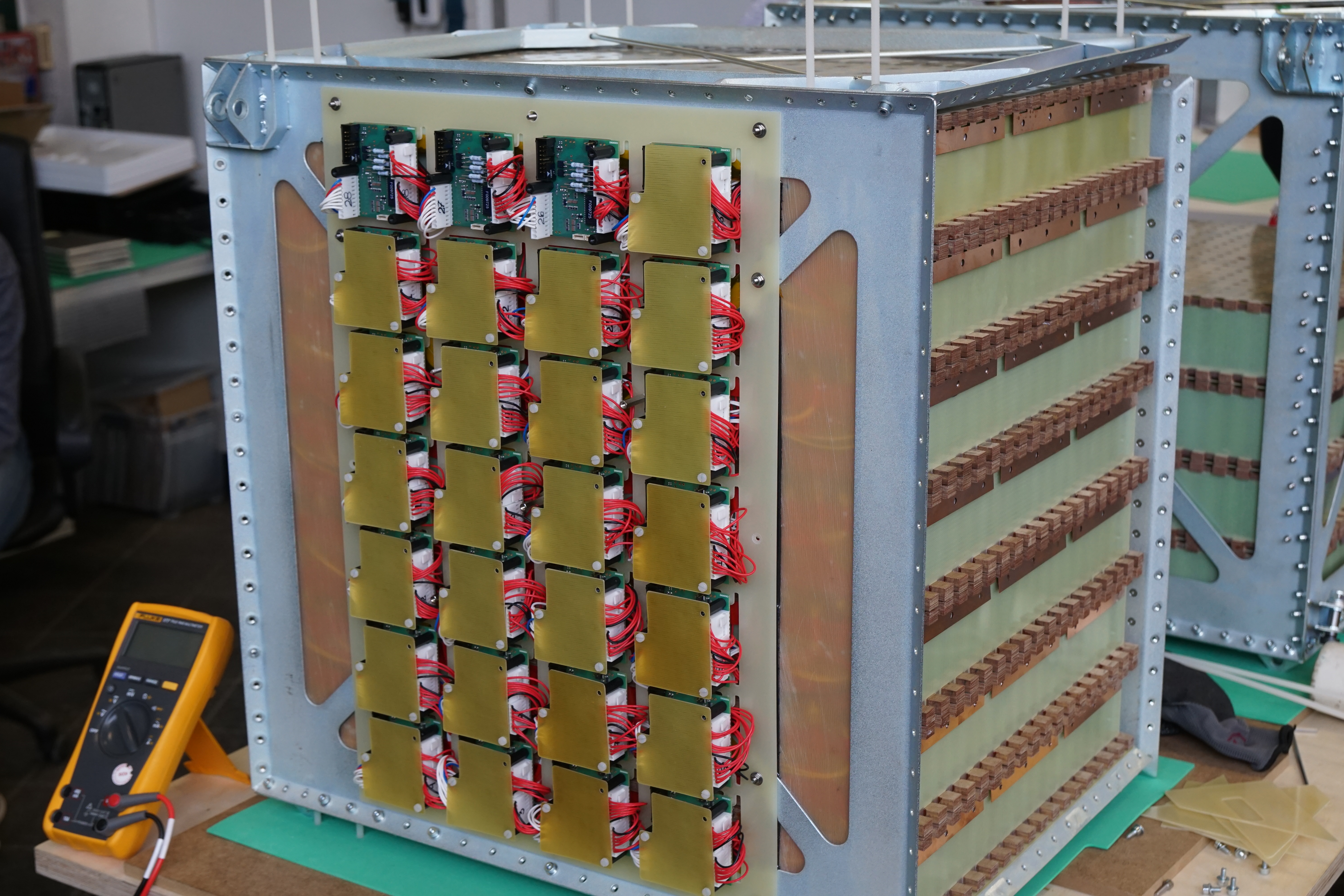
Fertige Hochleistungsbatterie in Stahlrahmen